New volumes of the Encyclopædia Britannica > Volume 30, K-MOR
(197) Page 173


Download files
Complete book:
Individual page:
{kind=link}
Thumbnail gallery: Grid view | List view
LEAD
173
produced. This is drawn off, cooled and filtered, and
forms a white paint of good body, consisting of about 65
per cent, lead sulphate, 26 per cent, lead oxide, 6 per
cent, zinc oxide, and 3 per cent, other substance. Thus in
the Mofiett method it is no matter whether metal or fume
is produced, as in either case it is saved and the price is
about the same.
In smelting at once in the same blast-furnace ores of
different character, the old use of separate processes of pre¬
cipitation, roasting and reduction, and general reduction
prevailing in the Harz Mountains (see Ency. Brit. vol. xiv.
p. 376), Freiberg, and other places, to suit local conditions,
has had to be abandoned. Ores are smelted raw if the fall
of matte (metallic sulphide) does not exceed 5 per cent. ;
otherwise they are subjected to a preliminary oxidizing
roast to expel the sulphur, unless they run too high in
silver, say 100 ounces to the ton, when they are smelted
raw. The leading reverberatory furnace for roasting lead¬
bearing sulphide ores has a level hearth 14-16 feet wide and
60-80 feet long. It puts through 9-12 tons of ore in twenty-
four hours, reducing the percentage of sulphur to 2-4 per
cent., and requires four to six men and about two tons
of coal. In many instances it has been replaced by
mechanical furnaces, which are now very common in roast¬
ing sulphide copper ores. (See Acid and Alkali Manu-
factuee.) A modern blast-furnace is oblong in hori¬
zontal section and about 24 feet high from furnace
floor to feed floor. The shaft, resting upon arches sup¬
ported by four cast-iron columns about 9 feet high, is
usually of brick, red brick on the outside, fire-brick on the
inside; sometimes it is made of wrought-iron water-
jackets. The smelting zone always has a bosh and a con¬
tracted tuyere section. It is enclosed by water-jackets,
which are usually cast-iron, sometimes mild steel. The
hearth always has an Arents siphon tap. This is an
inclined channel running through the side-wall, beginning
near the bottom of the crucible and ending at the top of
the hearth, where it is enlarged into a basin. The crucible
and the channel form the two limbs of an inverted siphon.
While the furnace is running the crucible and channel
remain filled with lead; all the lead reduced to the
metallic state in smelting collects in the crucible, and rising
in the channel, overflow's into the basin, whence it is removed.
The slag and matte formed float upon the lead in the crucible
and are tapped, usually together, at intervals into slag-
pots, where the heavy matte settles on the bottom and
the light slag on the top. When cold they are readily
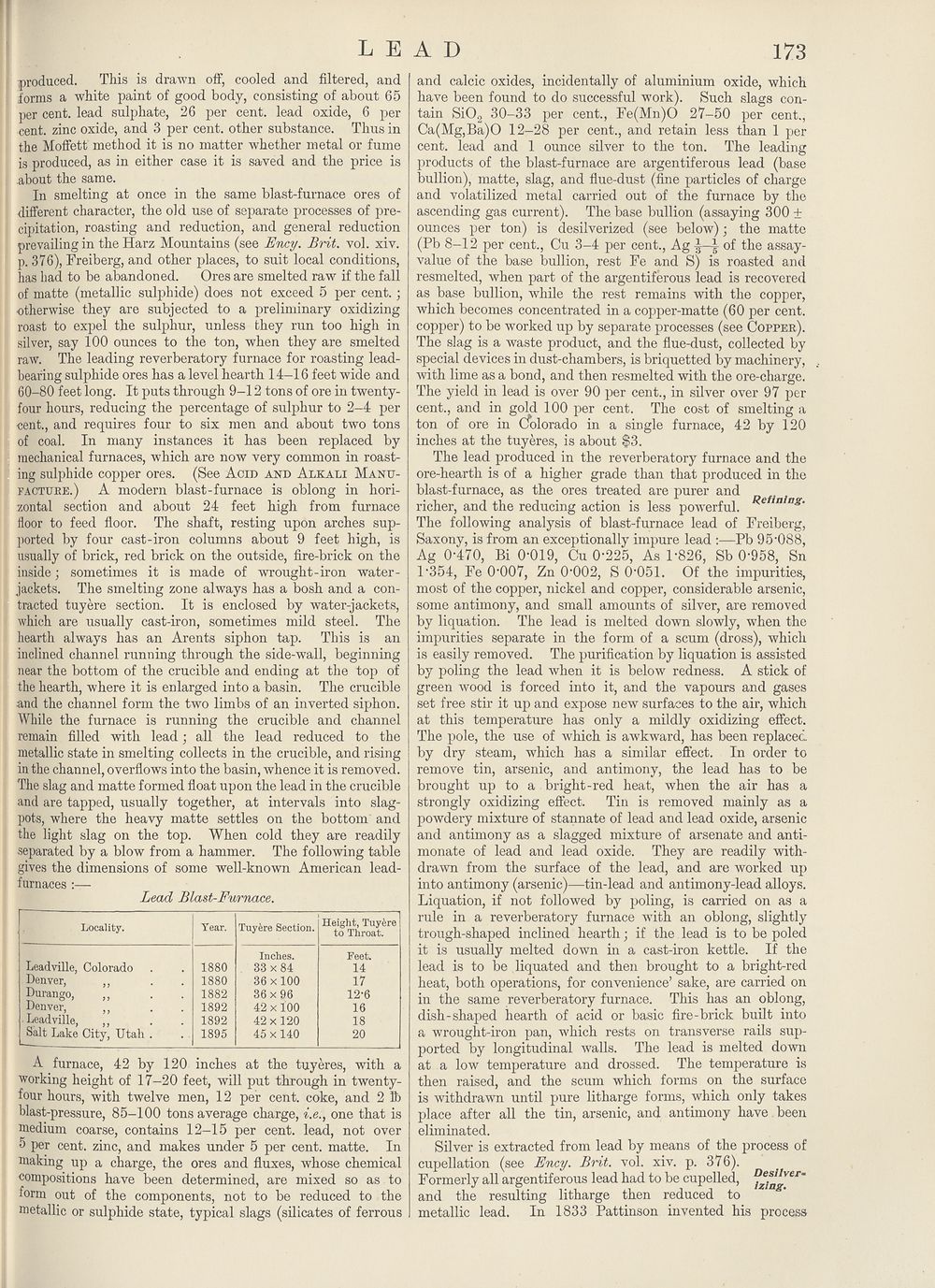
separated by a blow from a hammer. The following table
gives the dimensions of some well-known American lead-
furnaces :—
Lead Blast-Furnace.
Locality.
Leadville, Colorado
Denver, ,,
Durango, ,,
Denver, ,,
Leadville, ,,
Salt Lake City, Utali
Year.
1880
1880
1882
1892
1892
1895
Tuyere Section. ““fW™
Inches.
33x84
36x100
36x96
42 x 100
42 x 120
45 x 140
Feet.
14
17
12-6
16
18
20
A furnace, 42 by 120 inches at the tuyeres, with a
working height of 17-20 feet, will put through in twenty-
four hours, wdth twelve men, 12 per cent, coke, and 2 5)
blast-pressure, 85-100 tons average charge, i.e., one that is
medium coarse, contains 12-15 per cent, lead, not over
5 per cent, zinc, and makes under 5 per cent, matte. In
making up a charge, the ores and fluxes, whose chemical
compositions have been determined, are mixed so as to
form out of the components, not to be reduced to the
metallic or sulphide state, typical slags (silicates of ferrous
and calcic oxides, incidentally of aluminium oxide, which
have been found to do successful w’ork). Such slags con¬
tain Si02 30-33 per cent., Fe(Mn)0 27-50 per cent.,
Ca(Mg,Ba)0 12-28 per cent., and retain less than 1 per
cent, lead and 1 ounce silver to the ton. The leading
products of the blast-furnace are argentiferous lead (base
bullion), matte, slag, and flue-dust (fine particles of charge
and volatilized metal carried out of the furnace by the
ascending gas current). The base bullion (assaying 300 ±
ounces per ton) is desilverized (see below); the matte
(Pb 8-12 per cent., Cu 3-4 per cent., Ag of the assay-
value of the base bullion, rest Fe and S) is roasted and
resmelted, when part of the argentiferous lead is recovered
as base bullion, while the rest remains with the copper,
which becomes concentrated in a copper-matte (60 per cent,
copper) to be worked up by separate processes (see Copper).
The slag is a waste product, and the flue-dust, collected by
special devices in dust-chambers, is briquetted by machinery,
with lime as a bond, and then resmelted with the ore-charge.
The yield in lead is over 90 per cent., in silver over 97 per
cent., and in gold 100 per cent. The cost of smelting a
ton of ore in Colorado in a single furnace, 42 by 120
inches at the tuyeres, is about $3.
The lead produced in the reverberatory furnace and the
ore-hearth is of a higher grade than that produced in the
blast-furnace, as the ores treated are purer and
richer, and the reducing action is less powerful. Reflnlng-
The following analysis of blast-furnace lead of Freiberg,
Saxony, is from an exceptionally impure lead :—Pb 95'088,
Ag 0-470, Bi 0-019, Cu 0*225, As 1-826, Sb 0-958, Sn
1"354, Fe 0"007, Zn 0‘002, S 0"051. Of the impurities,
most of the copper, nickel and copper, considerable arsenic,
some antimony, and small amounts of silver, are removed
by liquation. The lead is melted down slowly, when the
impurities separate in the form of a scum (dross), which
is easily removed. The purification by liquation is assisted
by poling the lead when it is below redness. A stick of
green wood is forced into it, and the vapours and gases
set free stir it up and expose new surfaces to the air, which
at this temperature has only a mildly oxidizing effect.
The pole, the use of which is awkward, has been replaced
by dry steam, which has a similar effect. In order to
remove tin, arsenic, and antimony, the lead has to be
brought up to a bright-red heat, when the air has a
strongly oxidizing effect. Tin is removed mainly as a
powdery mixture of stannate of lead and lead oxide, arsenic
and antimony as a slagged mixture of arsenate and anti-
monate of lead and lead oxide. They are readily with¬
drawn from the surface of the lead, and are worked up
into antimony (arsenic)—tin-lead and antimony-lead alloys.
Liquation, if not followed by poling, is carried on as a
rule in a reverberatory furnace with an oblong, slightly
trough-shaped inclined hearth; if the lead is to be poled
it is usually melted down in a cast-iron kettle. If the
lead is to be liquated and then brought to a bright-red
heat, both operations, for convenience’ sake, are carried on
in the same reverberatory furnace. This has an oblong,
dish-shaped hearth of acid or basic fire-brick built into
a wrought-iron pan, which rests on transverse rails sup¬
ported by longitudinal walls. The lead is melted down
at a low temperature and drossed. The temperature is
then raised, and the scum which forms on the surface
is withdrawn until pure litharge forms, which only takes
place after all the tin, arsenic, and antimony have been
eliminated.
Silver is extracted from lead by means of the process of
cupellation (see Ency. Brit. vol. xiv. p. 376).
Formerly all argentiferous lead had to be cupelled, ^.^ver‘
and the resulting litharge then reduced to
metallic lead. In 1833 Pattinson invented his process
173
produced. This is drawn off, cooled and filtered, and
forms a white paint of good body, consisting of about 65
per cent, lead sulphate, 26 per cent, lead oxide, 6 per
cent, zinc oxide, and 3 per cent, other substance. Thus in
the Mofiett method it is no matter whether metal or fume
is produced, as in either case it is saved and the price is
about the same.
In smelting at once in the same blast-furnace ores of
different character, the old use of separate processes of pre¬
cipitation, roasting and reduction, and general reduction
prevailing in the Harz Mountains (see Ency. Brit. vol. xiv.
p. 376), Freiberg, and other places, to suit local conditions,
has had to be abandoned. Ores are smelted raw if the fall
of matte (metallic sulphide) does not exceed 5 per cent. ;
otherwise they are subjected to a preliminary oxidizing
roast to expel the sulphur, unless they run too high in
silver, say 100 ounces to the ton, when they are smelted
raw. The leading reverberatory furnace for roasting lead¬
bearing sulphide ores has a level hearth 14-16 feet wide and
60-80 feet long. It puts through 9-12 tons of ore in twenty-
four hours, reducing the percentage of sulphur to 2-4 per
cent., and requires four to six men and about two tons
of coal. In many instances it has been replaced by
mechanical furnaces, which are now very common in roast¬
ing sulphide copper ores. (See Acid and Alkali Manu-
factuee.) A modern blast-furnace is oblong in hori¬
zontal section and about 24 feet high from furnace
floor to feed floor. The shaft, resting upon arches sup¬
ported by four cast-iron columns about 9 feet high, is
usually of brick, red brick on the outside, fire-brick on the
inside; sometimes it is made of wrought-iron water-
jackets. The smelting zone always has a bosh and a con¬
tracted tuyere section. It is enclosed by water-jackets,
which are usually cast-iron, sometimes mild steel. The
hearth always has an Arents siphon tap. This is an
inclined channel running through the side-wall, beginning
near the bottom of the crucible and ending at the top of
the hearth, where it is enlarged into a basin. The crucible
and the channel form the two limbs of an inverted siphon.
While the furnace is running the crucible and channel
remain filled with lead; all the lead reduced to the
metallic state in smelting collects in the crucible, and rising
in the channel, overflow's into the basin, whence it is removed.
The slag and matte formed float upon the lead in the crucible
and are tapped, usually together, at intervals into slag-
pots, where the heavy matte settles on the bottom and
the light slag on the top. When cold they are readily
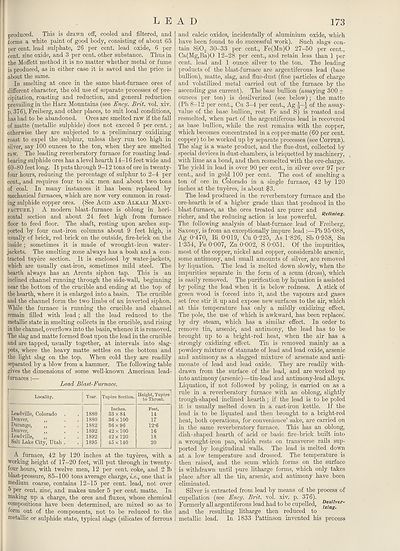
separated by a blow from a hammer. The following table
gives the dimensions of some well-known American lead-
furnaces :—
Lead Blast-Furnace.
Locality.
Leadville, Colorado
Denver, ,,
Durango, ,,
Denver, ,,
Leadville, ,,
Salt Lake City, Utali
Year.
1880
1880
1882
1892
1892
1895
Tuyere Section. ““fW™
Inches.
33x84
36x100
36x96
42 x 100
42 x 120
45 x 140
Feet.
14
17
12-6
16
18
20
A furnace, 42 by 120 inches at the tuyeres, with a
working height of 17-20 feet, will put through in twenty-
four hours, wdth twelve men, 12 per cent, coke, and 2 5)
blast-pressure, 85-100 tons average charge, i.e., one that is
medium coarse, contains 12-15 per cent, lead, not over
5 per cent, zinc, and makes under 5 per cent, matte. In
making up a charge, the ores and fluxes, whose chemical
compositions have been determined, are mixed so as to
form out of the components, not to be reduced to the
metallic or sulphide state, typical slags (silicates of ferrous
and calcic oxides, incidentally of aluminium oxide, which
have been found to do successful w’ork). Such slags con¬
tain Si02 30-33 per cent., Fe(Mn)0 27-50 per cent.,
Ca(Mg,Ba)0 12-28 per cent., and retain less than 1 per
cent, lead and 1 ounce silver to the ton. The leading
products of the blast-furnace are argentiferous lead (base
bullion), matte, slag, and flue-dust (fine particles of charge
and volatilized metal carried out of the furnace by the
ascending gas current). The base bullion (assaying 300 ±
ounces per ton) is desilverized (see below); the matte
(Pb 8-12 per cent., Cu 3-4 per cent., Ag of the assay-
value of the base bullion, rest Fe and S) is roasted and
resmelted, when part of the argentiferous lead is recovered
as base bullion, while the rest remains with the copper,
which becomes concentrated in a copper-matte (60 per cent,
copper) to be worked up by separate processes (see Copper).
The slag is a waste product, and the flue-dust, collected by
special devices in dust-chambers, is briquetted by machinery,
with lime as a bond, and then resmelted with the ore-charge.
The yield in lead is over 90 per cent., in silver over 97 per
cent., and in gold 100 per cent. The cost of smelting a
ton of ore in Colorado in a single furnace, 42 by 120
inches at the tuyeres, is about $3.
The lead produced in the reverberatory furnace and the
ore-hearth is of a higher grade than that produced in the
blast-furnace, as the ores treated are purer and
richer, and the reducing action is less powerful. Reflnlng-
The following analysis of blast-furnace lead of Freiberg,
Saxony, is from an exceptionally impure lead :—Pb 95'088,
Ag 0-470, Bi 0-019, Cu 0*225, As 1-826, Sb 0-958, Sn
1"354, Fe 0"007, Zn 0‘002, S 0"051. Of the impurities,
most of the copper, nickel and copper, considerable arsenic,
some antimony, and small amounts of silver, are removed
by liquation. The lead is melted down slowly, when the
impurities separate in the form of a scum (dross), which
is easily removed. The purification by liquation is assisted
by poling the lead when it is below redness. A stick of
green wood is forced into it, and the vapours and gases
set free stir it up and expose new surfaces to the air, which
at this temperature has only a mildly oxidizing effect.
The pole, the use of which is awkward, has been replaced
by dry steam, which has a similar effect. In order to
remove tin, arsenic, and antimony, the lead has to be
brought up to a bright-red heat, when the air has a
strongly oxidizing effect. Tin is removed mainly as a
powdery mixture of stannate of lead and lead oxide, arsenic
and antimony as a slagged mixture of arsenate and anti-
monate of lead and lead oxide. They are readily with¬
drawn from the surface of the lead, and are worked up
into antimony (arsenic)—tin-lead and antimony-lead alloys.
Liquation, if not followed by poling, is carried on as a
rule in a reverberatory furnace with an oblong, slightly
trough-shaped inclined hearth; if the lead is to be poled
it is usually melted down in a cast-iron kettle. If the
lead is to be liquated and then brought to a bright-red
heat, both operations, for convenience’ sake, are carried on
in the same reverberatory furnace. This has an oblong,
dish-shaped hearth of acid or basic fire-brick built into
a wrought-iron pan, which rests on transverse rails sup¬
ported by longitudinal walls. The lead is melted down
at a low temperature and drossed. The temperature is
then raised, and the scum which forms on the surface
is withdrawn until pure litharge forms, which only takes
place after all the tin, arsenic, and antimony have been
eliminated.
Silver is extracted from lead by means of the process of
cupellation (see Ency. Brit. vol. xiv. p. 376).
Formerly all argentiferous lead had to be cupelled, ^.^ver‘
and the resulting litharge then reduced to
metallic lead. In 1833 Pattinson invented his process
Set display mode to:
![]() Universal Viewer |
Universal Viewer | ![]() Mirador |
Large image | Transcription
Mirador |
Large image | Transcription
Images and transcriptions on this page, including medium image downloads, may be used under the Creative Commons Attribution 4.0 International Licence unless otherwise stated. ![]()
| Encyclopaedia Britannica > New volumes of the Encyclopædia Britannica > Volume 30, K-MOR > (197) Page 173 |
|---|
| Permanent URL | https://digital.nls.uk/193570062 |
|---|
| Attribution and copyright: |
|
|---|---|
| Shelfmark | EB.18 |
|---|---|
| Description | Ten editions of 'Encyclopaedia Britannica', issued from 1768-1903, in 231 volumes. Originally issued in 100 weekly parts (3 volumes) between 1768 and 1771 by publishers: Colin Macfarquhar and Andrew Bell (Edinburgh); editor: William Smellie: engraver: Andrew Bell. Expanded editions in the 19th century featured more volumes and contributions from leading experts in their fields. Managed and published in Edinburgh up to the 9th edition (25 volumes, from 1875-1889); the 10th edition (1902-1903) re-issued the 9th edition, with 11 supplementary volumes. |
|---|---|
| Additional NLS resources: |
|