New volumes of the Encyclopædia Britannica > Volume 30, K-MOR
(198) Page 174


Download files
Complete book:
Individual page:
{kind=link}
Thumbnail gallery: Grid view | List view
LEAD
174
(ibid. p. 377) by means of which practically all the silver
is concentrated in 13 per cent, of the original lead to be
cupelled, while the rest becomes market lead. In 1842
Karsten (loc. cit.) discovered that lead could be desilverized
by means of zinc. His invention, however, only took prac¬
tical form in 1850-52 through the researches of Parkes,
who showed how the zinc-silver-lead alloy formed could
be worked, and the desilverized lead freed from the zinc it
had taken up. In the Parkes process only 5 per cent, of
the original lead need be cupelled. Thus, while cupella-
tion still furnishes the only means for the final separation
of lead and silver, it has become an auxiliary process to
the two methods of concentration given. Of these the
Pattinson process has become subordinate to the Parkes
process, as it is more expensive and leaves more silver and
impurities in the market lead. It holds its own, however,
when base bullion contains bismuth in appreciable amounts
as in the Pattinson process bismuth follows the lead to be
cupelled, while in the Parkes process it remains with the
desilverized lead which goes to market, and lead of com¬
merce should contain little bismuth. At Freiberg, Saxony,
the two processes have been combined. The base bullion
is imperfectly Pattinsonized, giving lead rich in silver and
bismuth, which is cupelled, and lead low in silver, and
especially so in bismuth, which is further desilverized by
the Parkes process.
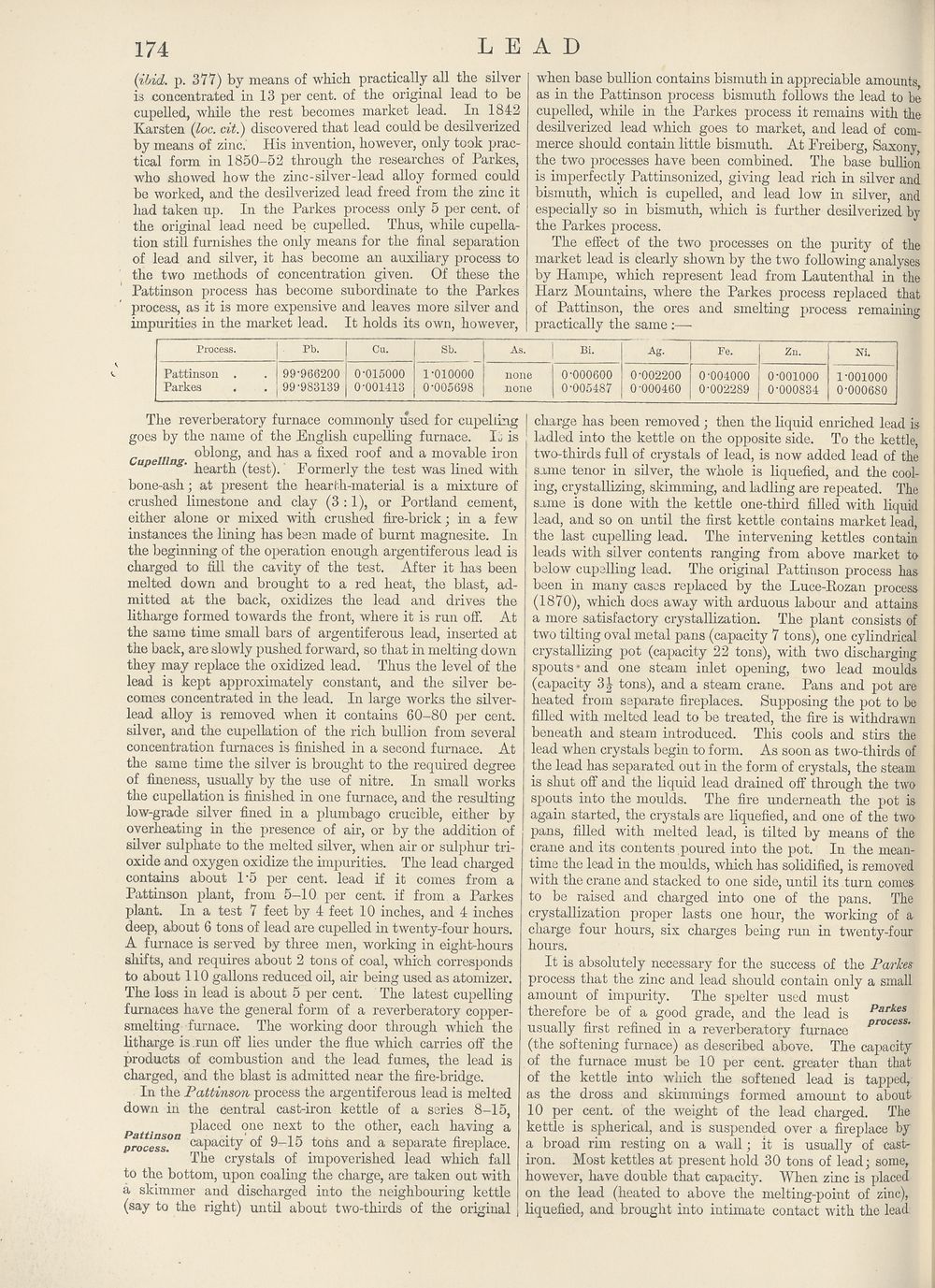
The effect of the two processes on the purity of the
market lead is clearly shown by the two following analyses
by Hampe, which represent lead from Lautenthal in the
Harz Mountains, where the Parkes process replaced that
of Pattinson, the ores and smelting process remaining
practically the same :—
Pb.
Pattinson
Parkes
99-966200
99-983139
Cu.
0-015000
0-001413
Sb.
1-010000
0-005698
Bi.
none
none
0-000600
0-005487
0-002200
0-000460
Fe.
0-004000
0-002289
Zii.
o-ooiooo
0-000834
1-001000
0-000680
The reverberatory furnace commonly used for cupelling
goes by the name of the English cupelling furnace. H is
oblong, and has a fixed roof and a movable iron
upe ' hearth (test). Formerly the test was lined with
bone-ash; at present the hearth-material is a mixture of
crushed limestone and clay (3:1), or Portland cement,
either alone or mixed with crushed fire-brick; in a few
instances the lining has been made of burnt magnesite. In
the beginning of the operation enough argentiferous lead is
charged to fill the cavity of the test. After it has been
melted down and brought to a red heat, the blast, ad¬
mitted at the back, oxidizes the lead and drives the
litharge formed towards the front, where it is run off. At
the same time small bars of argentiferous lead, inserted at
the back, are slowly pushed forward, so that in melting down
they may replace the oxidized lead. Thus the level of the
lead is kept approximately constant, and the silver be¬
comes concentrated in the lead. In large works the silver-
lead alloy is removed when it contains 60-80 per cent,
silver, and the cupellation of the rich bullion from several
concentration furnaces is finished in a second furnace. At
the same time the silver is brought to the required degree
of fineness, usually by the use of nitre. In small works
the cupellation is finished in one furnace, and the resulting
low-grade silver fined in a plumbago crucible, either by
overheating in the presence of air, or by the addition of
silver sulphate to the melted silver, when air or sulphur tri¬
oxide and oxygen oxidize the impurities. The lead charged
contains about F5 per cent, lead if it comes from a
Pattinson plant, from 5-10 per cent, if from a Parkes
plant. In a test 7 feet by 4 feet 10 inches, and 4 inches
deep, about 6 tons of lead are cupelled in twenty-four hours.
A furnace is served by three men, working in eight-hours
shifts, and requires about 2 tons of coal, which corresponds
to about 110 gallons reduced oil, air being used as atomizer.
The loss in lead is about 5 per cent. The latest cupelling
furnaces have the general form of a reverberatory copper-
smelting furnace. The working door through which the
litharge is.run off lies under the flue which carries off the
products of combustion and the lead fumes, the lead is
charged, and the blast is admitted near the fire-bridge.
In the Pattinson process the argentiferous lead is melted
down in the central cast-iron kettle of a series 8-15,
placed one next to the other, each having a
process?0 caPaci-ty °f 9-15 tons and a separate fireplace.
The crystals of impoverished lead which fall
to the bottom, upon coaling the charge, are taken out with
a skimmer and discharged into the neighbouring kettle
(say to the right) until about two-thirds of the original
charge has been removed ; then the liquid enriched lead is
ladled into the kettle on the opposite side. To the kettle,
two-thirds full of crystals of lead, is now added lead of the
same tenor in silver, the whole is liquefied, and the cool¬
ing, crystallizing, skimming, and ladling are repeated. The
same is done with the kettle one-third filled with liquid
lead, and so on until the first kettle contains market lead,
the last cupelling lead. The intervening kettles contain
leads with silver contents ranging from above market to
below cupelling lead. The original Pattinson process has
been in many cases replaced by the Luce-Rozan process
(1870), which does away with arduous labour and attains
a more satisfactory crystallization. The plant consists of
two tilting oval metal pans (capacity 7 tons), one cylindrical
crystallizing pot (capacity 22 tons), with two discharging
spouts * and one steam inlet opening, two lead moulds
(capacity 3| tons), and a steam crane. Pans and pot are
heated from separate fireplaces. Supposing the pot to be
filled with melted lead to be treated, the fire is withdrawn
beneath and steam introduced. This cools and stirs the
lead when crystals begin to form. As soon as two-thirds of
the lead has separated out in the form of crystals, the steam
is shut off and the liquid lead drained off through the two
spouts into the moulds. The fire underneath the pot is
again started, the crystals are liquefied, and one of the two
pans, filled with melted lead, is tilted by means of the
crane and its contents poured into the pot. In the mean¬
time the lead in the moulds, which has solidified, is removed
with the crane and stacked to one side, until its turn comes
to be raised and charged into one of the pans. The
crystallization proper lasts one hour, the working of a
charge four hours, six charges being run in twenty-four
hours.
It is absolutely necessary for the success of the Parkes
process that the zinc and lead should contain only a small
amount of impurity. The spelter used must
therefore be of a good grade, and the lead is Parkes
usually first refined in a reverberatory furnace Process’
(the softening furnace) as described above. The capacity
of the furnace must be 10 per cent, greater than that
of the kettle into which the softened lead is tapped,
as the dross and skimmings formed amount to about
10 per cent, of the weight of the lead charged. The
kettle is spherical, and is suspended over a fireplace by
a broad rim resting on a wall; it is usually of cast-
iron. Most kettles at present hold 30 tons of lead; some,
however, have double that capacity. When zinc is placed
on the lead (heated to above the melting-point of zinc),
liquefied, and brought into intimate contact with the lead
174
(ibid. p. 377) by means of which practically all the silver
is concentrated in 13 per cent, of the original lead to be
cupelled, while the rest becomes market lead. In 1842
Karsten (loc. cit.) discovered that lead could be desilverized
by means of zinc. His invention, however, only took prac¬
tical form in 1850-52 through the researches of Parkes,
who showed how the zinc-silver-lead alloy formed could
be worked, and the desilverized lead freed from the zinc it
had taken up. In the Parkes process only 5 per cent, of
the original lead need be cupelled. Thus, while cupella-
tion still furnishes the only means for the final separation
of lead and silver, it has become an auxiliary process to
the two methods of concentration given. Of these the
Pattinson process has become subordinate to the Parkes
process, as it is more expensive and leaves more silver and
impurities in the market lead. It holds its own, however,
when base bullion contains bismuth in appreciable amounts
as in the Pattinson process bismuth follows the lead to be
cupelled, while in the Parkes process it remains with the
desilverized lead which goes to market, and lead of com¬
merce should contain little bismuth. At Freiberg, Saxony,
the two processes have been combined. The base bullion
is imperfectly Pattinsonized, giving lead rich in silver and
bismuth, which is cupelled, and lead low in silver, and
especially so in bismuth, which is further desilverized by
the Parkes process.
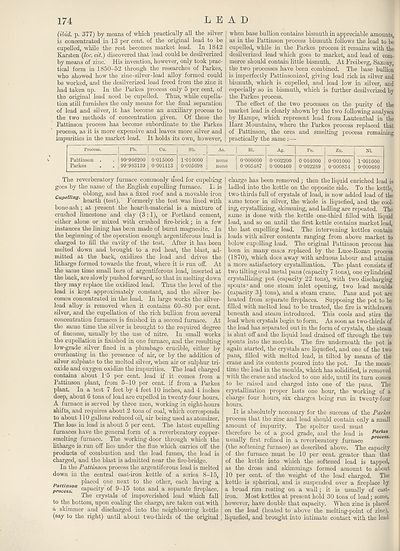
The effect of the two processes on the purity of the
market lead is clearly shown by the two following analyses
by Hampe, which represent lead from Lautenthal in the
Harz Mountains, where the Parkes process replaced that
of Pattinson, the ores and smelting process remaining
practically the same :—
Pb.
Pattinson
Parkes
99-966200
99-983139
Cu.
0-015000
0-001413
Sb.
1-010000
0-005698
Bi.
none
none
0-000600
0-005487
0-002200
0-000460
Fe.
0-004000
0-002289
Zii.
o-ooiooo
0-000834
1-001000
0-000680
The reverberatory furnace commonly used for cupelling
goes by the name of the English cupelling furnace. H is
oblong, and has a fixed roof and a movable iron
upe ' hearth (test). Formerly the test was lined with
bone-ash; at present the hearth-material is a mixture of
crushed limestone and clay (3:1), or Portland cement,
either alone or mixed with crushed fire-brick; in a few
instances the lining has been made of burnt magnesite. In
the beginning of the operation enough argentiferous lead is
charged to fill the cavity of the test. After it has been
melted down and brought to a red heat, the blast, ad¬
mitted at the back, oxidizes the lead and drives the
litharge formed towards the front, where it is run off. At
the same time small bars of argentiferous lead, inserted at
the back, are slowly pushed forward, so that in melting down
they may replace the oxidized lead. Thus the level of the
lead is kept approximately constant, and the silver be¬
comes concentrated in the lead. In large works the silver-
lead alloy is removed when it contains 60-80 per cent,
silver, and the cupellation of the rich bullion from several
concentration furnaces is finished in a second furnace. At
the same time the silver is brought to the required degree
of fineness, usually by the use of nitre. In small works
the cupellation is finished in one furnace, and the resulting
low-grade silver fined in a plumbago crucible, either by
overheating in the presence of air, or by the addition of
silver sulphate to the melted silver, when air or sulphur tri¬
oxide and oxygen oxidize the impurities. The lead charged
contains about F5 per cent, lead if it comes from a
Pattinson plant, from 5-10 per cent, if from a Parkes
plant. In a test 7 feet by 4 feet 10 inches, and 4 inches
deep, about 6 tons of lead are cupelled in twenty-four hours.
A furnace is served by three men, working in eight-hours
shifts, and requires about 2 tons of coal, which corresponds
to about 110 gallons reduced oil, air being used as atomizer.
The loss in lead is about 5 per cent. The latest cupelling
furnaces have the general form of a reverberatory copper-
smelting furnace. The working door through which the
litharge is.run off lies under the flue which carries off the
products of combustion and the lead fumes, the lead is
charged, and the blast is admitted near the fire-bridge.
In the Pattinson process the argentiferous lead is melted
down in the central cast-iron kettle of a series 8-15,
placed one next to the other, each having a
process?0 caPaci-ty °f 9-15 tons and a separate fireplace.
The crystals of impoverished lead which fall
to the bottom, upon coaling the charge, are taken out with
a skimmer and discharged into the neighbouring kettle
(say to the right) until about two-thirds of the original
charge has been removed ; then the liquid enriched lead is
ladled into the kettle on the opposite side. To the kettle,
two-thirds full of crystals of lead, is now added lead of the
same tenor in silver, the whole is liquefied, and the cool¬
ing, crystallizing, skimming, and ladling are repeated. The
same is done with the kettle one-third filled with liquid
lead, and so on until the first kettle contains market lead,
the last cupelling lead. The intervening kettles contain
leads with silver contents ranging from above market to
below cupelling lead. The original Pattinson process has
been in many cases replaced by the Luce-Rozan process
(1870), which does away with arduous labour and attains
a more satisfactory crystallization. The plant consists of
two tilting oval metal pans (capacity 7 tons), one cylindrical
crystallizing pot (capacity 22 tons), with two discharging
spouts * and one steam inlet opening, two lead moulds
(capacity 3| tons), and a steam crane. Pans and pot are
heated from separate fireplaces. Supposing the pot to be
filled with melted lead to be treated, the fire is withdrawn
beneath and steam introduced. This cools and stirs the
lead when crystals begin to form. As soon as two-thirds of
the lead has separated out in the form of crystals, the steam
is shut off and the liquid lead drained off through the two
spouts into the moulds. The fire underneath the pot is
again started, the crystals are liquefied, and one of the two
pans, filled with melted lead, is tilted by means of the
crane and its contents poured into the pot. In the mean¬
time the lead in the moulds, which has solidified, is removed
with the crane and stacked to one side, until its turn comes
to be raised and charged into one of the pans. The
crystallization proper lasts one hour, the working of a
charge four hours, six charges being run in twenty-four
hours.
It is absolutely necessary for the success of the Parkes
process that the zinc and lead should contain only a small
amount of impurity. The spelter used must
therefore be of a good grade, and the lead is Parkes
usually first refined in a reverberatory furnace Process’
(the softening furnace) as described above. The capacity
of the furnace must be 10 per cent, greater than that
of the kettle into which the softened lead is tapped,
as the dross and skimmings formed amount to about
10 per cent, of the weight of the lead charged. The
kettle is spherical, and is suspended over a fireplace by
a broad rim resting on a wall; it is usually of cast-
iron. Most kettles at present hold 30 tons of lead; some,
however, have double that capacity. When zinc is placed
on the lead (heated to above the melting-point of zinc),
liquefied, and brought into intimate contact with the lead
Set display mode to:
![]() Universal Viewer |
Universal Viewer | ![]() Mirador |
Large image | Transcription
Mirador |
Large image | Transcription
Images and transcriptions on this page, including medium image downloads, may be used under the Creative Commons Attribution 4.0 International Licence unless otherwise stated. ![]()
| Encyclopaedia Britannica > New volumes of the Encyclopædia Britannica > Volume 30, K-MOR > (198) Page 174 |
|---|
| Permanent URL | https://digital.nls.uk/193570075 |
|---|
| Attribution and copyright: |
|
|---|---|
| Shelfmark | EB.18 |
|---|---|
| Description | Ten editions of 'Encyclopaedia Britannica', issued from 1768-1903, in 231 volumes. Originally issued in 100 weekly parts (3 volumes) between 1768 and 1771 by publishers: Colin Macfarquhar and Andrew Bell (Edinburgh); editor: William Smellie: engraver: Andrew Bell. Expanded editions in the 19th century featured more volumes and contributions from leading experts in their fields. Managed and published in Edinburgh up to the 9th edition (25 volumes, from 1875-1889); the 10th edition (1902-1903) re-issued the 9th edition, with 11 supplementary volumes. |
|---|---|
| Additional NLS resources: |
|