Encyclopaedia Britannica > Volume 21, ROT-Siam
(563) Page 553


Download files
Complete book:
Individual page:
{kind=link}
Thumbnail gallery: Grid view | List view
S C R—S C R
553
gratings for optical purposes. Suppose it is our purpose to produce
a screw which is finally to be 9 inches long, not including bearings,
and 1| inches in diameter. Select a bar of soft Bessemer steel,
which has not the hard spots usually found in cast steel, about 1|
inches in diameter and 30 long. Put it between lathe centres and
turn it down to 1 inch diameter everywhere, except about 12 inches
in the centre, where it is left a little over 11 inches in diameter for
cutting the screw. Now cut the screw with a triangular thread a
little sharper than 60°. Above all, avoid a fine screw, using about
20 threads to the inch.
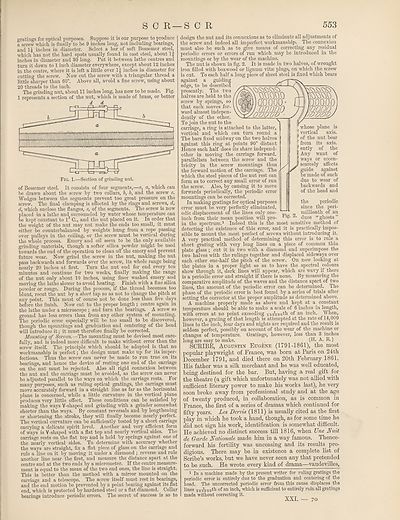
The grinding nut, about 11 inches long, has now to be made. Fig.
1 represents a section of the nut, which is made of brass, or better
of Bessemer steel. It consists of four segments,—a, a, which can
be drawn about the screw by two collars, b, b, and the screw c.
Wedges between the segments prevent too great pressure on the
screw. The final clamping is effected by the rings and screws, d,
d, which enclose the flanges, e, of the segments. The screw is now
placed in a lathe and. surrounded by water whose temperature can
be kept constant to 1° C., and the nut placed on it. In order that
the weight of the nut may not make the ends too small, it must
either be counterbalanced by weights hung from a rope passing
over pulleys in the ceiling, or the screw must be vertical during
the whole process. Emery and oil seem to be the only available
grinding materials, though a softer silica powder might be used
towards the end of the operation to clean off the emery and prevent
future wear. Now grind the screw in the nut, making the nut
pass backwards and forwards over the screw, its whole range being
nearly 20 inches at first. Turn the nut end for end every ten
minutes and continue for two weeks, finally making the range
of the nut only about 10 inches, using finer washed emery and
moving the lathe slower to avoid heating. Finish with a fine silica
powder or rouge. During the process, if the thread becomes too
blunt, recut the nut by a short tap so as not to change the pitch at
any point. This must of course not be done less than five days
before the finish. Now cut to the proper length; centre again in
the lathe under a microscope ; and turn the bearings. A screw so
ground has less errors than from any other system of mounting.
The periodic error especially will be too small to be discovered,
though the mountings and graduation and centering of the head
will introduce* it; it must therefore finally be corrected.
Mounting of Screws.—The mounting must be devised most care¬
fully, and is indeed more difficult to make without error than the
screw itself. The principle which should be adopted is that no
workmanship is perfect; the design must make up for its imper¬
fections. Thus the screw can never be made to run true on its
bearings, and hence the device of resting one end of the carriage
on the nut must be rejected. Also all rigid connexion between
the nut and the carriage must be avoided, as the screw can never
be adjusted parallel to the ways on which the carriage rests. For
many purposes, such as ruling optical gratings, the carriage must
move accurately forward in a straight line as far as the horizontal
plane is concerned, while a little curvature in the vertical plane
produces very little effect. These conditions can be satisfied by
making the ways V-shaped and grinding with a grinder somewhat
shorter than the ways. By constant reversals and by lengthening
or shortening the stroke, they will finally become nearly perfect.
The vertical curvature can be sufficiently tested by a short carriage
carrying a delicate spirit level. Another and very efficient form
of ways is V-shaped with a flat top and nearly vertical sides. The
carriage rests on the flat top and is held by springs against one of
the nearly vertical sides. To determine with accuracy whether
the ways are straight, fix a flat piece of glass on the carriage and
rule a line on it by moving it under a diamond ; reverse and rule
another line near the first, and measure the distance apart at the
centre and at the two ends by a micrometer. If the centre measure¬
ment is equal to the mean of the two end ones, the line is straight.
This is better than the method with a mirror mounted on the
carriage and a telescope. The screw itself must rest in bearings,
and the end motion be prevented by a point bearing against its flat
end, which is protected by hardened steel or a flat diamond.. Collar
bearings introduce periodic errors. The secret of success is so to
design the nut and its connexions as to eliminate all adjustments of
the screw and indeed all imperfect workmanship. The connexion
must also he such as to give means of correcting any residual
periodic errors or errors of run which may be introduced in the
mountings or by the wear of the machine.
The nut is shown in fig. 2. It is made in two halves, of wrought
iron filled with boxwood or lignum vitse plugs, on which the screw
is cut. To each half a long piece of sheet steel is fixed which bears
against a guiding
edge, to be described
presently. The two
halves are held to the
screw by springs, so
that each moves for¬
ward almost indepen¬
dently of the other.
To join the nut to the
carriage, a ring is attached to the latter,
vertical and which can turn round a
The bars fixed midway on the two halves
against this ring at points 90° distant
Hence each half does its share independ-
other in moving the carriage forward,
parallelism between the screw and the
tricity in the screw mountings thus
the forward motion of the carriage. The
which the steel pieces of the nut rest can
form as to correct any small error of run
the screw. Also, by causing it to move
forwards periodically, the periodic error
mountings can be corrected.
In making gratings for optical purposes
error must be very perfectly eliminated,
odic displacement of the lines only one-
inch from their mean position will pro¬
in the spectrum.1
If
whose plane is
vertical axis,
of the nut bear
from its axis,
ently of the
Any want of
ways or eccen-
scarcely affects
guide against
be made of such
due to wear of
backwards and
of the head and
the periodic
since the peri-
millionth of an
Fig. 2. (]uce «ghosts ”
__ ^ Indeed this is the most sensitive method of
detecting the existence of this error, and it is practically impos¬
sible to mount the most perfect of screws without introducing it.
A very practical method of determining this error is to rule a
short grating with very long lines on a piece of common thin
plate glass ; cut it in two with a diamond and superimpose the
two halves with the rulings together and displaced sideways over-
each other one-half the pitch of the screw. On now looking at
the plates in a proper light so as to have the spectral colours
show through it, dark lines will appear, which are wavy if there
is a periodic error and straight if there is none. By measuring the
comparative amplitude of the waves and the distance apart of two
lines, the amount of the periodic error can be determined. The
phase of the periodic error is best found by a series of trials after-
setting the corrector at the proper amplitude as determined above.
A machine properly made as above and kept at a. constant
temperature should be able to make a scale of 6 inches in length,
with errors at no point exceeding xr>rnnntih of an inch. AVhen,
however, a grating of that length is attempted at the rate of 14,000
lines to the inch, four days and nights are required and the result is
seldom perfect, possibly on account of the wear of the machine or
changes of temperature. Gratings, however, less than 3 inches
long are easy to make. (H. A. R.)
SCRIBE, Augustin Eugene (1791-1861), the most
popular playwright of France, was born at Paris on 24th
December 1791, and died there on 20th February 1861.
His father was a silk merchant and he was well educated,
being destined for the bar. But, having a real gift for
the theatre (a gift which unfortunately was not allied with
sufficient literary power to make his works last), he very
soon broke away from professional study and at the age
of twenty produced, in collaboration, as is common in
France, the first of a series of dramas which continued for
fifty years. Les Dervis (1811) is usually cited as the first
play in which he took a hand, though, as for some time he
did not sign his work, identification is somewhat difficult.
He achieved no distinct success till 1816, when Une Nuit
de Garde Nationale made him in a way famous. Thence¬
forward his fertility was unceasing and its results pro¬
digious. There may be in existence a complete list of
Scribe’s works, but we have never seen any that pretended
to be such. He wrote every kind of drama—vaudevilles,
1 In a machine made by the present writer for ruling gratings the
periodic error is entirely due to the graduation and centering of the
head. The uncorrected periodic error from this cause displaces the
lines Annrth of an inch, which is sufficient to entirely ruin all gratings
made without correcting it.
XXL — 70
553
gratings for optical purposes. Suppose it is our purpose to produce
a screw which is finally to be 9 inches long, not including bearings,
and 1| inches in diameter. Select a bar of soft Bessemer steel,
which has not the hard spots usually found in cast steel, about 1|
inches in diameter and 30 long. Put it between lathe centres and
turn it down to 1 inch diameter everywhere, except about 12 inches
in the centre, where it is left a little over 11 inches in diameter for
cutting the screw. Now cut the screw with a triangular thread a
little sharper than 60°. Above all, avoid a fine screw, using about
20 threads to the inch.
The grinding nut, about 11 inches long, has now to be made. Fig.
1 represents a section of the nut, which is made of brass, or better
of Bessemer steel. It consists of four segments,—a, a, which can
be drawn about the screw by two collars, b, b, and the screw c.
Wedges between the segments prevent too great pressure on the
screw. The final clamping is effected by the rings and screws, d,
d, which enclose the flanges, e, of the segments. The screw is now
placed in a lathe and. surrounded by water whose temperature can
be kept constant to 1° C., and the nut placed on it. In order that
the weight of the nut may not make the ends too small, it must
either be counterbalanced by weights hung from a rope passing
over pulleys in the ceiling, or the screw must be vertical during
the whole process. Emery and oil seem to be the only available
grinding materials, though a softer silica powder might be used
towards the end of the operation to clean off the emery and prevent
future wear. Now grind the screw in the nut, making the nut
pass backwards and forwards over the screw, its whole range being
nearly 20 inches at first. Turn the nut end for end every ten
minutes and continue for two weeks, finally making the range
of the nut only about 10 inches, using finer washed emery and
moving the lathe slower to avoid heating. Finish with a fine silica
powder or rouge. During the process, if the thread becomes too
blunt, recut the nut by a short tap so as not to change the pitch at
any point. This must of course not be done less than five days
before the finish. Now cut to the proper length; centre again in
the lathe under a microscope ; and turn the bearings. A screw so
ground has less errors than from any other system of mounting.
The periodic error especially will be too small to be discovered,
though the mountings and graduation and centering of the head
will introduce* it; it must therefore finally be corrected.
Mounting of Screws.—The mounting must be devised most care¬
fully, and is indeed more difficult to make without error than the
screw itself. The principle which should be adopted is that no
workmanship is perfect; the design must make up for its imper¬
fections. Thus the screw can never be made to run true on its
bearings, and hence the device of resting one end of the carriage
on the nut must be rejected. Also all rigid connexion between
the nut and the carriage must be avoided, as the screw can never
be adjusted parallel to the ways on which the carriage rests. For
many purposes, such as ruling optical gratings, the carriage must
move accurately forward in a straight line as far as the horizontal
plane is concerned, while a little curvature in the vertical plane
produces very little effect. These conditions can be satisfied by
making the ways V-shaped and grinding with a grinder somewhat
shorter than the ways. By constant reversals and by lengthening
or shortening the stroke, they will finally become nearly perfect.
The vertical curvature can be sufficiently tested by a short carriage
carrying a delicate spirit level. Another and very efficient form
of ways is V-shaped with a flat top and nearly vertical sides. The
carriage rests on the flat top and is held by springs against one of
the nearly vertical sides. To determine with accuracy whether
the ways are straight, fix a flat piece of glass on the carriage and
rule a line on it by moving it under a diamond ; reverse and rule
another line near the first, and measure the distance apart at the
centre and at the two ends by a micrometer. If the centre measure¬
ment is equal to the mean of the two end ones, the line is straight.
This is better than the method with a mirror mounted on the
carriage and a telescope. The screw itself must rest in bearings,
and the end motion be prevented by a point bearing against its flat
end, which is protected by hardened steel or a flat diamond.. Collar
bearings introduce periodic errors. The secret of success is so to
design the nut and its connexions as to eliminate all adjustments of
the screw and indeed all imperfect workmanship. The connexion
must also he such as to give means of correcting any residual
periodic errors or errors of run which may be introduced in the
mountings or by the wear of the machine.
The nut is shown in fig. 2. It is made in two halves, of wrought
iron filled with boxwood or lignum vitse plugs, on which the screw
is cut. To each half a long piece of sheet steel is fixed which bears
against a guiding
edge, to be described
presently. The two
halves are held to the
screw by springs, so
that each moves for¬
ward almost indepen¬
dently of the other.
To join the nut to the
carriage, a ring is attached to the latter,
vertical and which can turn round a
The bars fixed midway on the two halves
against this ring at points 90° distant
Hence each half does its share independ-
other in moving the carriage forward,
parallelism between the screw and the
tricity in the screw mountings thus
the forward motion of the carriage. The
which the steel pieces of the nut rest can
form as to correct any small error of run
the screw. Also, by causing it to move
forwards periodically, the periodic error
mountings can be corrected.
In making gratings for optical purposes
error must be very perfectly eliminated,
odic displacement of the lines only one-
inch from their mean position will pro¬
in the spectrum.1
If
whose plane is
vertical axis,
of the nut bear
from its axis,
ently of the
Any want of
ways or eccen-
scarcely affects
guide against
be made of such
due to wear of
backwards and
of the head and
the periodic
since the peri-
millionth of an
Fig. 2. (]uce «ghosts ”
__ ^ Indeed this is the most sensitive method of
detecting the existence of this error, and it is practically impos¬
sible to mount the most perfect of screws without introducing it.
A very practical method of determining this error is to rule a
short grating with very long lines on a piece of common thin
plate glass ; cut it in two with a diamond and superimpose the
two halves with the rulings together and displaced sideways over-
each other one-half the pitch of the screw. On now looking at
the plates in a proper light so as to have the spectral colours
show through it, dark lines will appear, which are wavy if there
is a periodic error and straight if there is none. By measuring the
comparative amplitude of the waves and the distance apart of two
lines, the amount of the periodic error can be determined. The
phase of the periodic error is best found by a series of trials after-
setting the corrector at the proper amplitude as determined above.
A machine properly made as above and kept at a. constant
temperature should be able to make a scale of 6 inches in length,
with errors at no point exceeding xr>rnnntih of an inch. AVhen,
however, a grating of that length is attempted at the rate of 14,000
lines to the inch, four days and nights are required and the result is
seldom perfect, possibly on account of the wear of the machine or
changes of temperature. Gratings, however, less than 3 inches
long are easy to make. (H. A. R.)
SCRIBE, Augustin Eugene (1791-1861), the most
popular playwright of France, was born at Paris on 24th
December 1791, and died there on 20th February 1861.
His father was a silk merchant and he was well educated,
being destined for the bar. But, having a real gift for
the theatre (a gift which unfortunately was not allied with
sufficient literary power to make his works last), he very
soon broke away from professional study and at the age
of twenty produced, in collaboration, as is common in
France, the first of a series of dramas which continued for
fifty years. Les Dervis (1811) is usually cited as the first
play in which he took a hand, though, as for some time he
did not sign his work, identification is somewhat difficult.
He achieved no distinct success till 1816, when Une Nuit
de Garde Nationale made him in a way famous. Thence¬
forward his fertility was unceasing and its results pro¬
digious. There may be in existence a complete list of
Scribe’s works, but we have never seen any that pretended
to be such. He wrote every kind of drama—vaudevilles,
1 In a machine made by the present writer for ruling gratings the
periodic error is entirely due to the graduation and centering of the
head. The uncorrected periodic error from this cause displaces the
lines Annrth of an inch, which is sufficient to entirely ruin all gratings
made without correcting it.
XXL — 70
Set display mode to:
![]() Universal Viewer |
Universal Viewer | ![]() Mirador |
Large image | Transcription
Mirador |
Large image | Transcription
Images and transcriptions on this page, including medium image downloads, may be used under the Creative Commons Attribution 4.0 International Licence unless otherwise stated. ![]()
| Encyclopaedia Britannica > Encyclopaedia Britannica > Volume 21, ROT-Siam > (563) Page 553 |
|---|
| Permanent URL | https://digital.nls.uk/193634598 |
|---|
| Attribution and copyright: |
|
|---|---|
| Shelfmark | EB.17 |
|---|---|
| Description | Ten editions of 'Encyclopaedia Britannica', issued from 1768-1903, in 231 volumes. Originally issued in 100 weekly parts (3 volumes) between 1768 and 1771 by publishers: Colin Macfarquhar and Andrew Bell (Edinburgh); editor: William Smellie: engraver: Andrew Bell. Expanded editions in the 19th century featured more volumes and contributions from leading experts in their fields. Managed and published in Edinburgh up to the 9th edition (25 volumes, from 1875-1889); the 10th edition (1902-1903) re-issued the 9th edition, with 11 supplementary volumes. |
|---|---|
| Additional NLS resources: |
|